-
09-02 2024
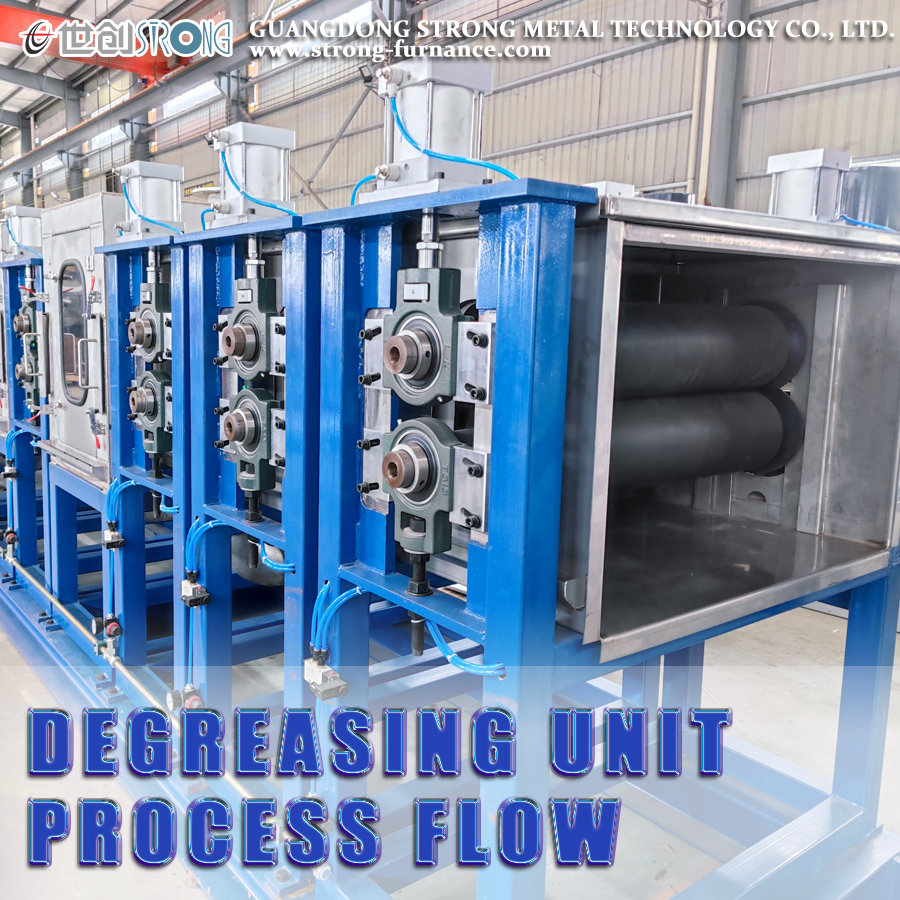
Aliran proses unit degreasing

-
08-28 2024
Apa penyebab sisa karat pada permukaan baja strip acar?
-
08-12 2024
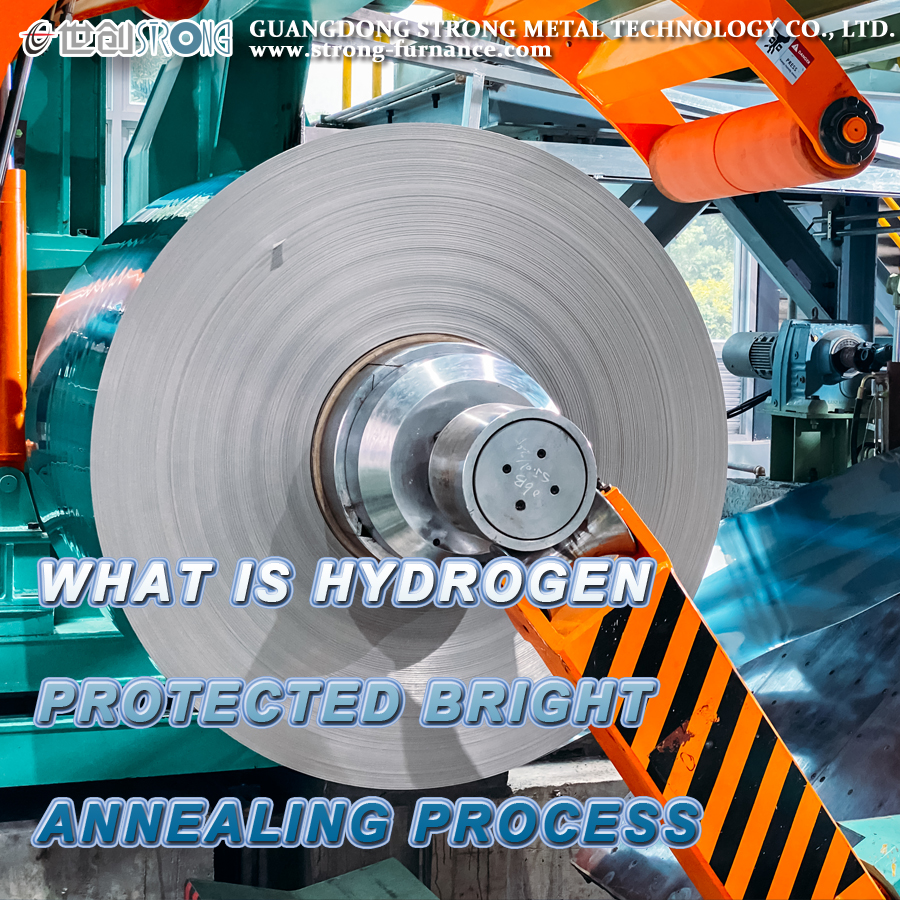
Apa yang dimaksud dengan proses anil cerah yang dilindungi hidrogen
-
08-05 2024
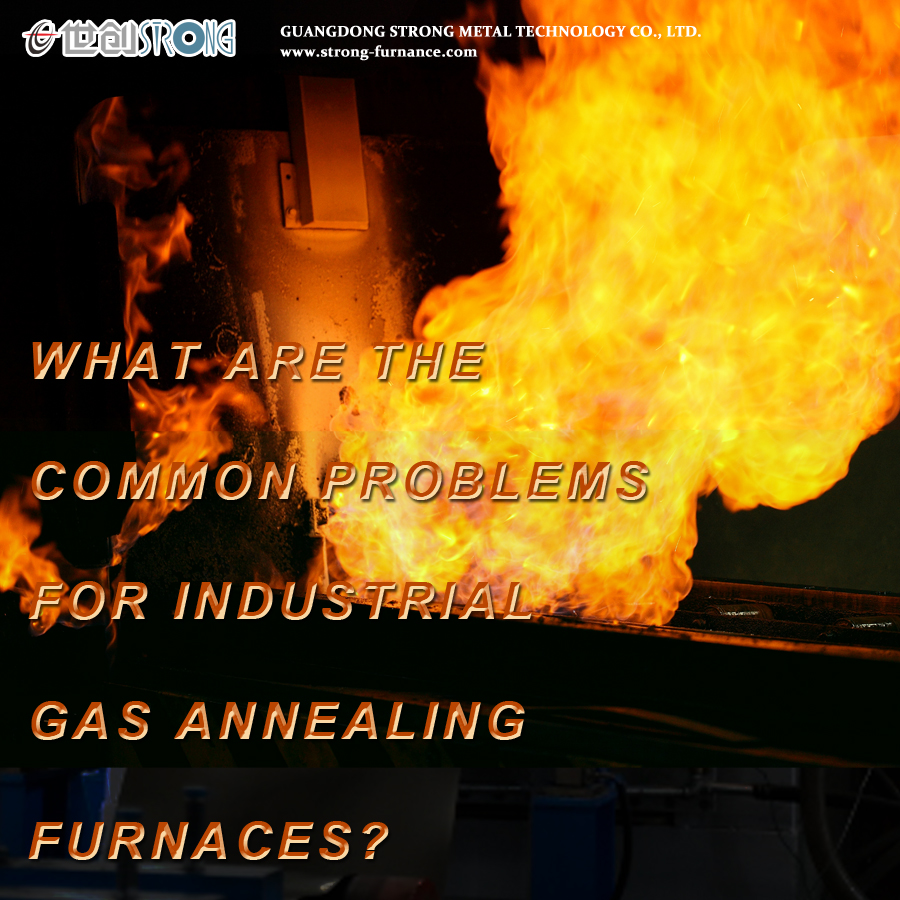
Apa masalah umum pada tungku anil gas industri?
-
07-15 2024
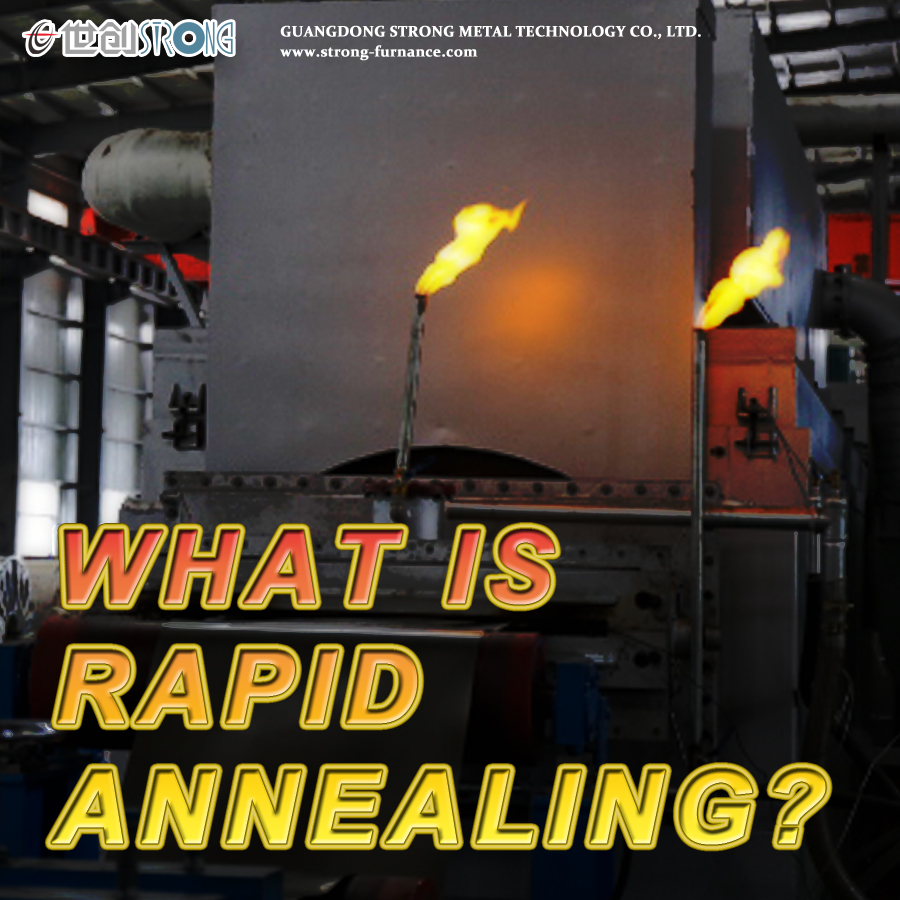
Apa itu anil cepat?
-
05-30 2024
Apa metode proses yang umum digunakan untuk degreasing pra-perawatan strip baja?